Galvaniseringsproduktionslinjen är en komplett uppsättning utrustning för varmförzinkning av ett lager av zinklegeringsbeläggning på båda sidor av stålspolen.Den består av efterbehandlingsmaskin, spänningsutjämningsmaskin, oljemaskin, klippmaskin, lindningsmaskin och annan utrustning.
Det huvudsakliga processflödet av galvaniserad plåt
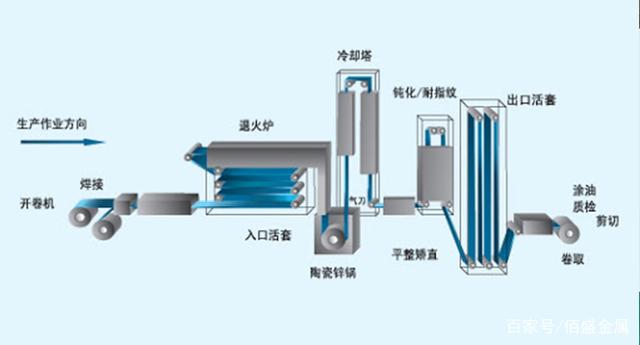
Upprullning → dubbel upprullning → skärhuvud och ändskärning → svetsning → alkalisk rengöring → primär borstning → elektrolytisk rengöring → sekundär borstning → varmvattenspolning → varmluftstorkning → inloppsslinga → kontinuerlig glödgning → varmförzinkning (keramisk zinkkruka) → luft knivblåsning (införd) → → luftkylning efter plätering → vattensläckning → utjämningsmaskin (reserverad) → sträckutjämnare → passiveringsbehandling (reserverad för fingeravtrycksmotstånd) → utloppsgripare → oljning → skärning→ upprullning→avrullning→vägning→packning
Funktionen för varje sektion av galvaniseringslinjen
Rengöringsdel: Ta bort kallvalsningssmörjmedel och järnpulver från bandets yta.Rengöring före ingångsgriparen underlättar stabil spårning av remsan i ingångsgriparen samtidigt som man undviker bucklor och repor.
Entréslinga: Ger en vertikal gripare av effektiv längd när svetsningen stannar vid ingången, vilket möjliggör kontinuerlig produktion av produktionslinjen.
Ugnssektion: vertikal kontinuerlig glödgningsugn som når den specificerade glödgningscykeln.
Galvaniseringsdel: Remsan doppas i en smält zinkgryta för galvanisering.
Hyvel- och spänningsutjämningssektioner: förbättrad prestanda.
Efterbehandlingssektion (passivering): Tandem dubbelvalsbeläggning med ugn och kylning för beläggning av vitrost och fingeravtrycksresistenta kromatlösningar.
Utgångssektion: När utgångssektionen slutar skära, tillhandahålls en vertikal gripare av effektiv längd för att få produktionslinjen att köras kontinuerligt.
Posttid: 2022-08-08